Zapraszamy do naszego świata niezliczonych możliwości produkcyjnych.
Zachęcamy do zapoznania się z pełnym wachlarzem świadczonych przez nas usług.
Wybierz usługę:

LASER

FREZOWANIE CNC

GIĘCIE BLACH

SPAWANIE

LAKIEROWANIE PROSZKOWE
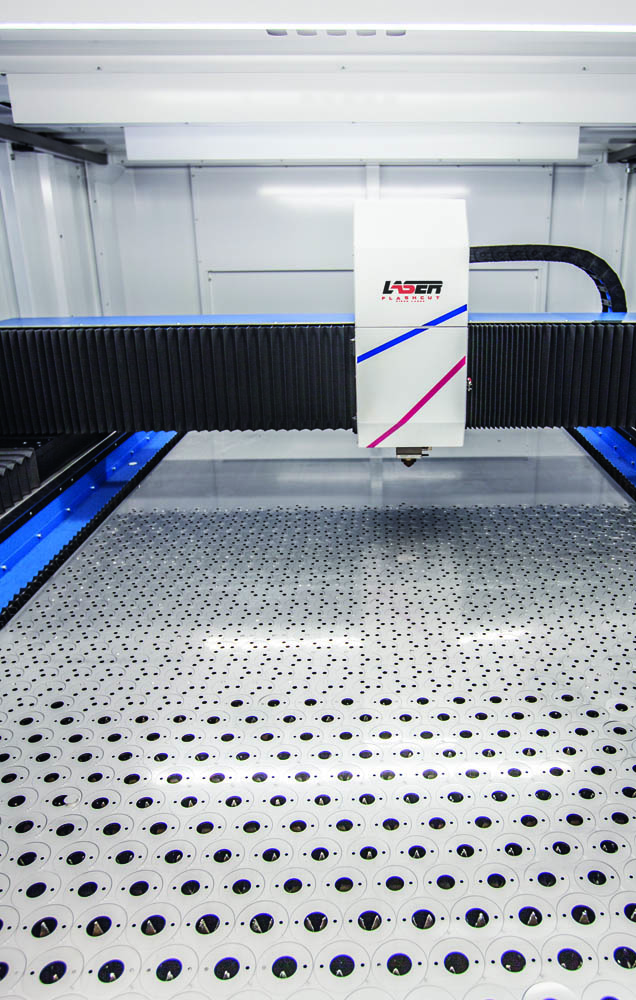


LASER
Oferujemy usługi w zakresie wycinania elementów z blach stalowych, nierdzewnych, aluminiowych, miedzianych i mosiężnych. Dzięki technologii fiber będą mogli Państwo zlecić nam wykonanie swoich produktów przy bardzo niskich nakładach finansowych.
Cięcie na laserze fiber, pozwala na pracę w materiałach o maksymalnej grubości:
– stal czarna: 15 mm
– stal nierdzewna: 10 mm
– aluminium: 10 mm
– blacha ocynkowana: po weryfikacji materiału
Jakość krawędzi ciętych na laserze fiber:
Stal czarna
– do 8 mm grubości: cięcie czyste i bez gradu, krawędź gładka i błyszcząca, powyżej tej wartości na ciętej powierzchni zaczynają pojawiać się pionowe kreski.
Stal nierdzewna
– do 5 mm grubości: cięcie czyste i bez gradu, powyżej tej wartości pojawia się mały grad zwiększający się wraz ze wzrostem grubości materiału.
Aluminium
– do 2 mm grubości: cięcie z bardzo małym gradem, powyżej tej wartości grad się zwiększa wraz ze wzrostem grubości materiału.
Blacha ocynkowana
– cięcie czyste i bez gradu
Aby skrócić czas realizacji do minimum, utrzymujemy stany magazynowe najczęściej używanych gatunków i grubości blach.
Parametry
Rezonator fiber o mocy: 3 kW.
Zakres ruchów roboczych: 1600 x 3100 x 120mm (X, Y, Z).
Wymiary ciętego arkusza do: 1500 x 3000 mm.

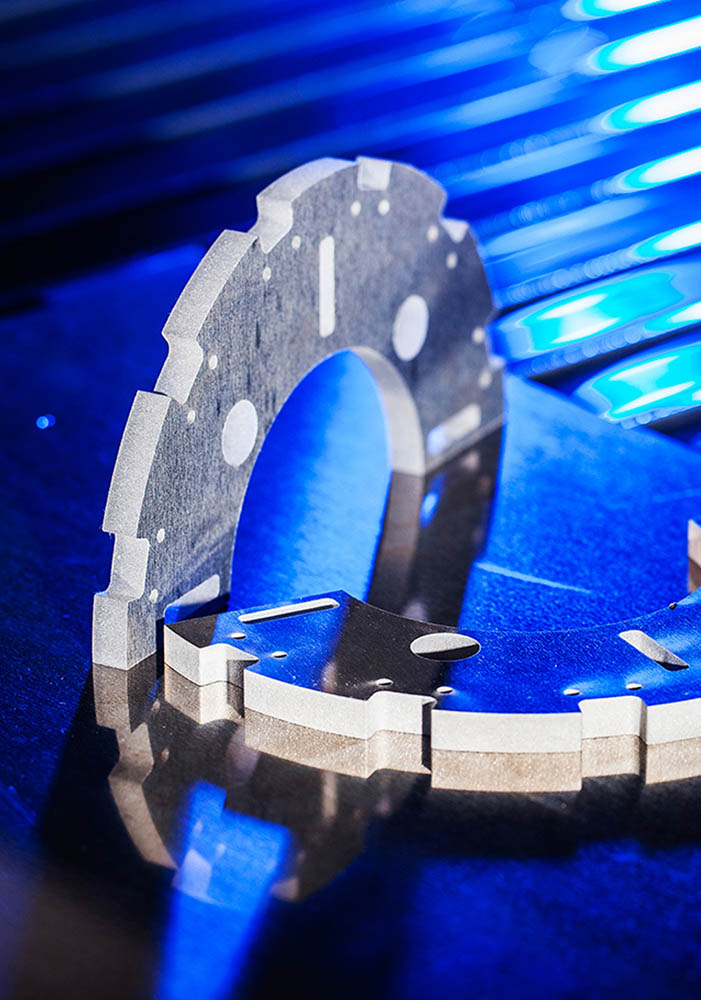
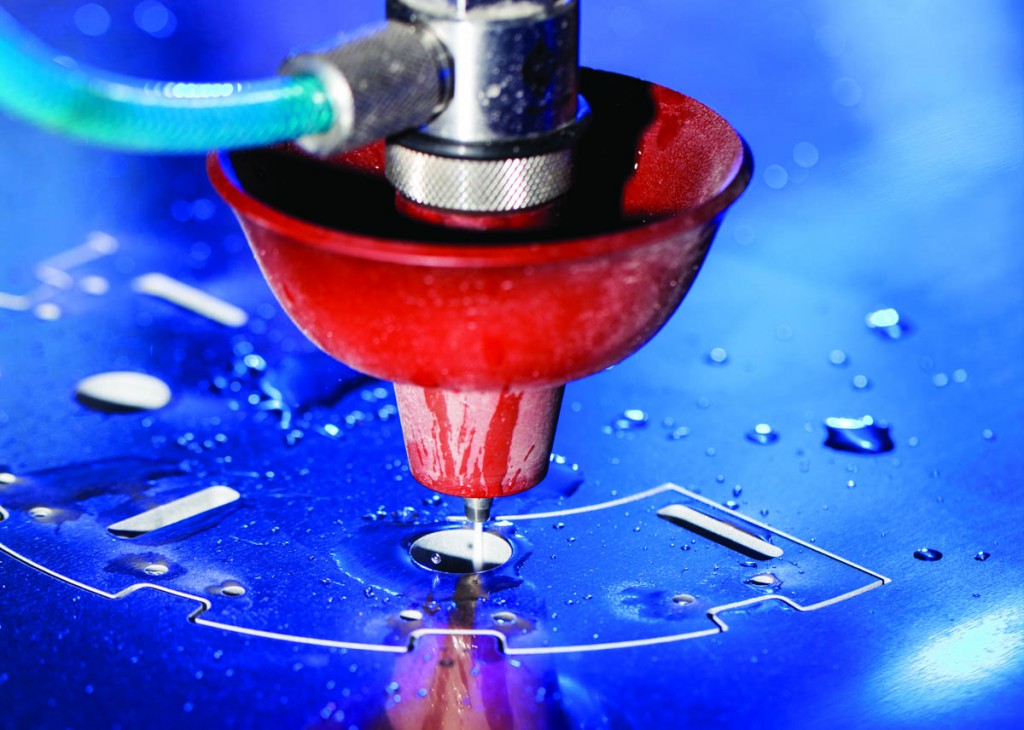
WATERJET
Waterjet jest maszyną bardzo zaawansowaną technologicznie, dzięki czemu nie jest w stanie oprzeć się jej żaden materiał. Ciśnienie 4000 atmosfer przyspiesza strumień wody do prędkości blisko 4000 km/h, co równa się 1100 m/sekundę (to prawie 4 x szybciej od prędkości dźwięku).
Za pomocą wody możemy wycinać wymyślne kształty prawie we wszystkich dostępnych materiałach, uzyskując gładką krawędź cięcia. Wodą przetniemy z łatwością nawet tytan, stal hartowaną, kevlar, stopy kobaltu, ceramikę czy inne, najtrudniejsze w obróbce materiały. Strumień wody bardzo często wykorzystywany jest przy cięciu szkła, ceramiki, aluminium oraz włókna węglowego.
Podstawową zaletą wycinania przy użyciu tej technologii jest fakt, iż woda nie nagrzewa przecinanego materiału, dzięki czemu nie zmienia on swoich właściwości, nie zahartowuje się, nie wygina ani nie zmienia koloru.
Waterjet daje nam możliwość wyboru jakości ciętej krawędzi, która zależy od prędkości posuwu głowicy tnącej – im wolniej, tym dokładniej. Zmniejszenie prędkości wiąże się ze wzrostem kosztu cięcia. Dajemy Państwu możliwość wyboru jakości ciętej krawędzi w umownie przyjętej na świecie 5-cio stopniowej skali.
Parametry
Zakres ruchu osi X,Y: 4100 mm x 2100 mm.
Wymiary ciętego arkusza do: 4050 x 2050 mm.
Grubość cięcia: 200 mm
Ciśnienie pompy ponad: 4000 barów
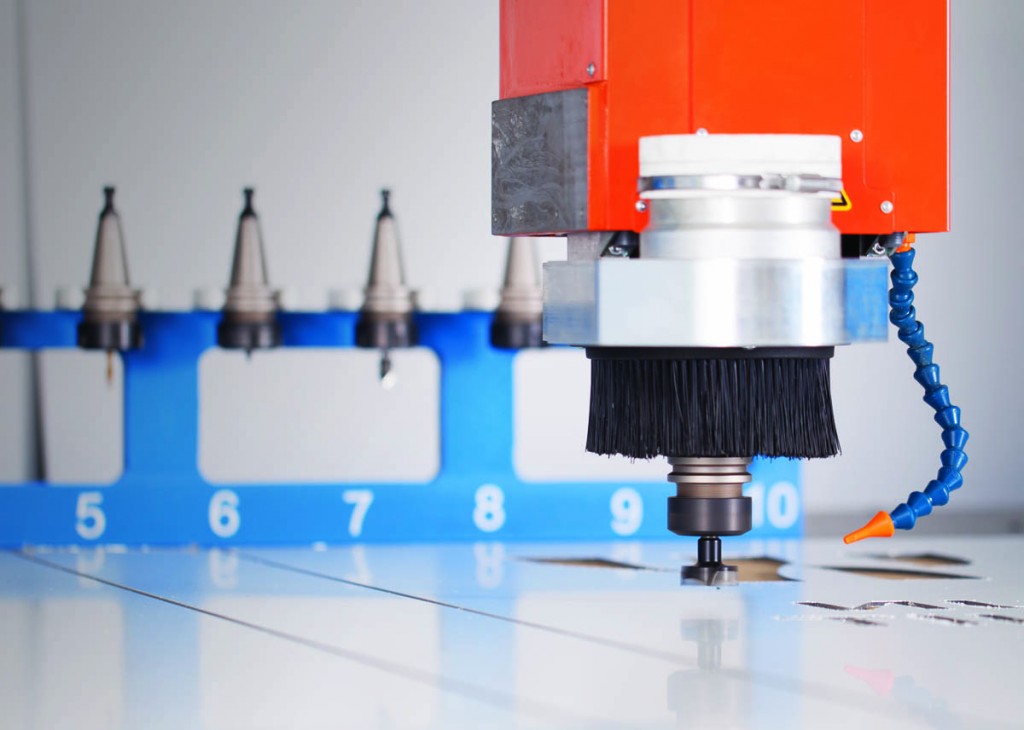
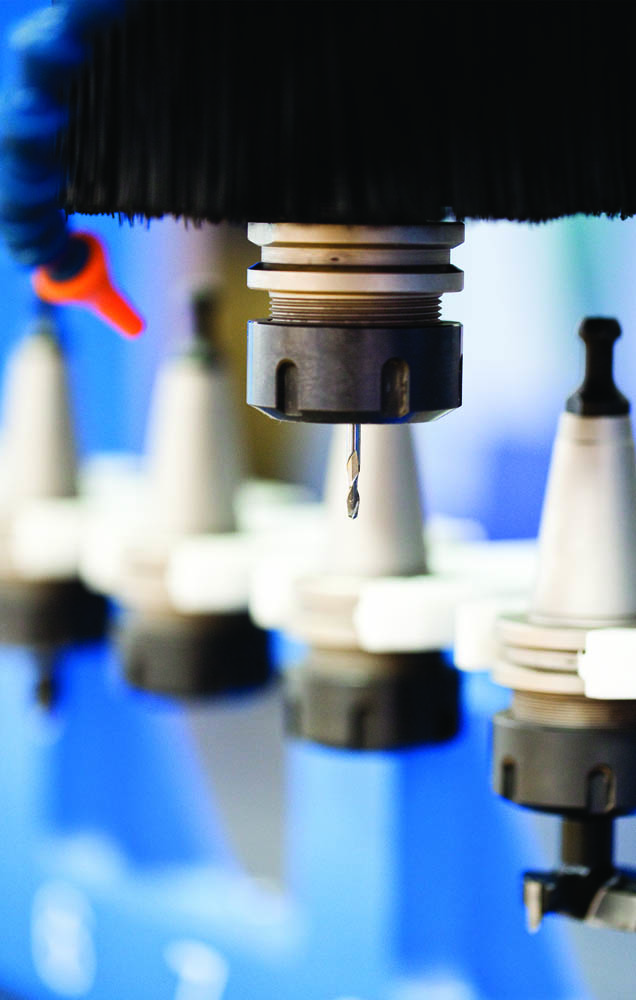

FREZOWANIE CNC
Zachęcamy Państwa do wykorzystania możliwości bramowego plotera przemysłowego CNC wyposażonego w stół próżniowy, gwarantującego dokładność oraz wysoką estetykę wykonania.
Na stole próżniowym możemy zdefiniować obszary próżni idealnie dopasowane do obrabianych kształtów lub formatu materiału. Wrzeciono o mocy 9 kW z automatyczną wymianą oraz magazyn, który pomieści 10 sztuk narzędzi, dają możliwość stosowania odpowiednich frezów i wierteł w taki sposób, aby praca od surowego materiału do gotowego detalu odbywała się w jednym cyklu. Usprawnia to i znacznie skraca czas obróbki.
Niezrównaną wydajność ploter bramowy osiąga dzięki zastosowaniu systemu sterowania z dynamiczną analizą wektorów, który umożliwia niezwykle płynną pracę nawet przy bardzo dużych prędkościach.
Materiał:
– Płyta kompozytowa (np. Alucobond, Dibond, Reynobond)
– PE
– Teflon
– Poliwęglan
– POM
– PMMA (plexi)
– PCV
– Aluminium
– Drewno
– Płyta wiórowa
– MDF
– HPL
– Metale kolorowe
Usługa:
– Wycinanie dowolnych kształtów, liter, otworów
– Grawerowanie
– Frezowanie
– Frezowanie 3D – produkcja form przestrzennych: modele odlewnicze, formy wtryskowe, formy do termo formowania, płaskorzeźby.
Parametry
Stół próżniowy o powierzchni roboczej: 2100 x 4100 x 500 mm. (X, Y, Z)
Prędkość obróbki: 400 mm/s oraz 24.000 obrotów/min.
Wrzeciono o mocy: 9 kW z automatyczną wymianą.
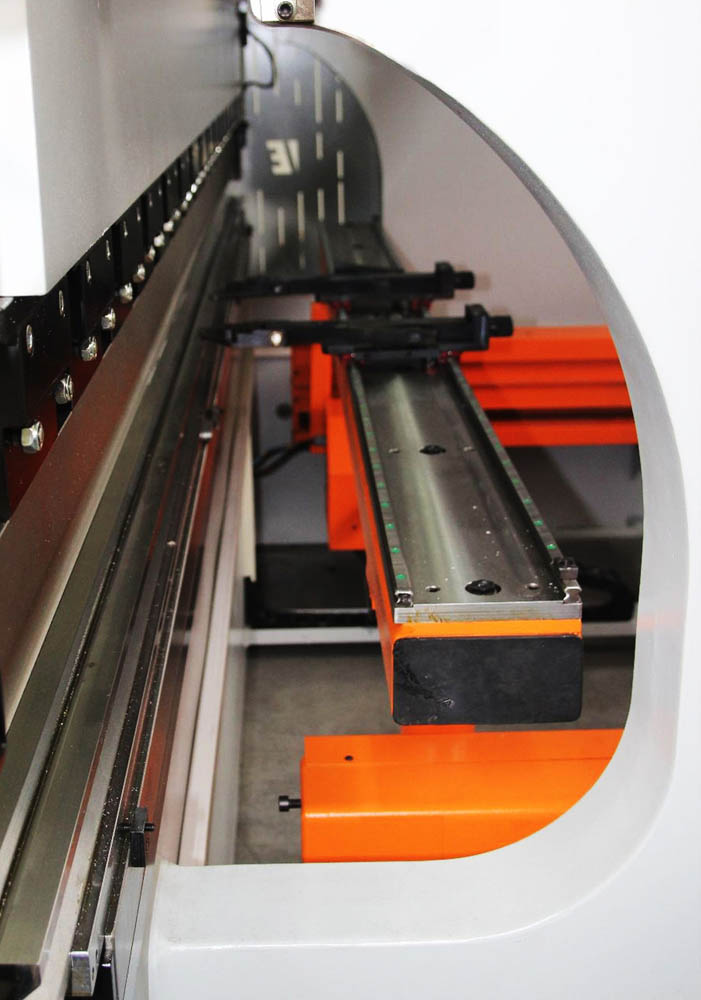


GIĘCIE BLACH
Często wycięcie elementu na laserze lub waterjecie to nie wszystko. W wielu branżach przemysłowych zachodzi konieczność wykonania elementów, których kształt wymaga gięcia lub zaginania. Takie usługi do niedawna kojarzone były z przemysłem ciężkim. Na szczęście, wraz z pojawieniem się pras krawędziowych, usługi te stały się powszechnie dostępne. Korzysta się z nich podczas produkcji reklam, elementów dekoracyjnych, części maszyn, lekkich konstrukcji stalowych, poręczy, balustrad, itp. Zastosowanie gięcia za pomocą prasy krawędziowej można znaleźć w większości przedmiotów, z którymi spotykamy się w codziennym życiu.
Proces gięcia materiałów odbywa się za pomocą narzędzi: stempla i matrycy.
Prasa krawędziowa dzięki swej budowie może zaginać elementy z bardzo dużą dokładnością i powtarzalnością kąta gięcia oraz dostosowywać te parametry do konkretnego materiału i sposobu jego formowania (kolejność gięć). Dzięki tym procesom niejednokrotnie możemy obniżyć koszty produkcji detali, gdyż w wielu przypadkach zaginanie zastępuje proces spawania, zachowując jednocześnie estetykę wykonania.
Zalety prasy krawędziowej:
– powtarzalność otrzymywanych produktów
– gięcie skomplikowanych kształtów
– szybkość produkcji w wyniku zastosowania nowoczesnej technologii
Możemy giąć takie materiały jak:
– rożne rodzaje stali czarnej
– stal powlekaną
– stal ocynkowaną
– blachę aluminiową
– stal nierdzewną, kwasoodporną
– poliwęglan
Parametry
Prasa Krawędziowa: ERMAKSAN – SPEED BAND PRO.
Długość robocza: 3100 mm.
Nacisk: 175 ton.



SPAWANIE
Spawanie metodami TIG, MIG, MAG oraz elektrodą otuloną.
Metodę TIG stosuje się najczęściej do spawania stali nierdzewnej, a także aluminium, tytanu miedzi i niklu. Idealnie sprawdza się przy łączeniu cienkich blach oraz rur. Jej niewątpliwymi zaletami są jakość i czystość spoin oraz możliwość łączenia różnych materiałów.
Spawanie metodą MIG oraz MAG to dwie najczęściej stosowane techniki. MIG znajduje zastosowanie w łączeniu materiałów aluminiowych, z magnezu, miedzianych oraz innych materiałów nieżelaznych. Natomiast metoda MAG służy do łączenia wszelkiego rodzaju stali nisko oraz wysokostopowych, a także niestopowych. Techniki MIG/MAG pozwalają łączyć rozmaite metale i ich stopy w każdej pozycji. Głównymi zaletami tych metod są szybkość wykonania, wysoka wydajność oraz dobra jakość idąca w parze z niskimi kosztami.
Spawanie elektrodą otuloną to jedna z najstarszych i najbardziej uniwersalnych metod. Zaletami tej metody są możliwość łączenia różnych gatunków stali i ich stopów, łączenie materiałów w każdej pozycji oraz w każdych warunkach, również polowych.
Posiadamy wykwalifikowaną i doświadczoną kadrę spawaczy z uprawnieniami krajowymi oraz unijnymi. Nasi pracownicy wykorzystują urządzenia najwyższej klasy, dzięki czemu możemy zagwarantować Państwu najwyższą jakość oraz trwałość wykonywanych spoin.
Parametry
Spawamy materiały takie jak: stal nierdzewna, aluminium, stal czarna, miedź i nikiel.


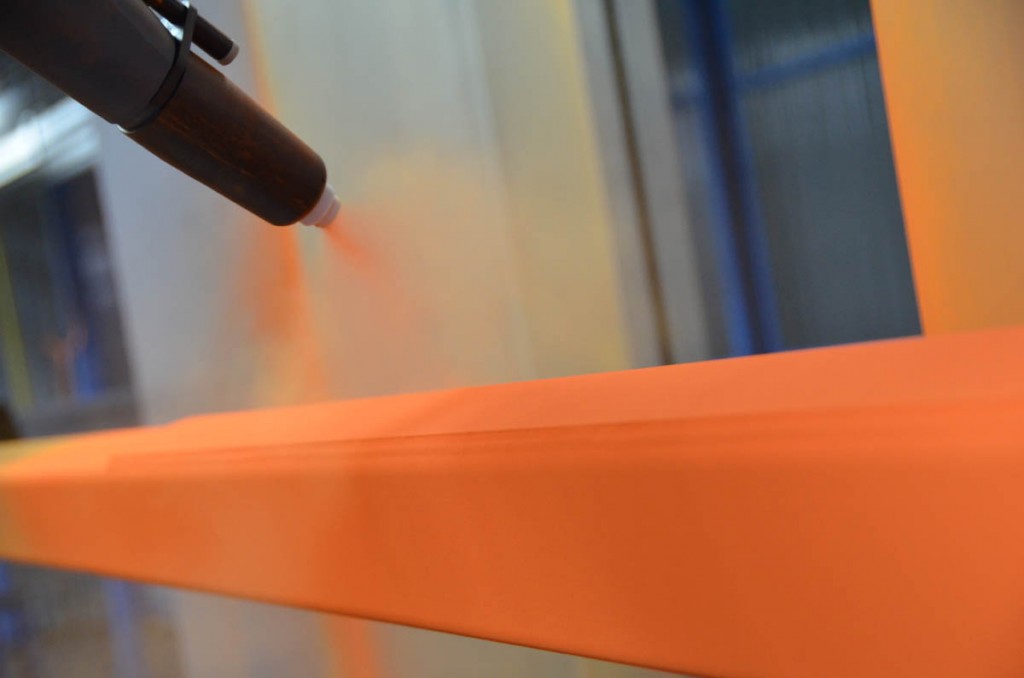
LAKIEROWANIE PROSZKOWE
Lakierowanie proszkowe – czyli naniesienie przez lakiernika warstwy lakieru proszkowego przy użyciu specjalnego pistoletu malarskiego, a następnie wygrzanie powłoki w piecu. W każdej chwili dostępne są podstawowe kolory z palety RAL w wersji 70% półpołysk.
Parametry
Maksymalne wymiary malowanych elementów: 7000 x 1600 x 1000 mm.
Maksymalna waga malowanych elementów: 400 kg.
Na zamówienie oferujemy wszystkie kolory z palety RAL: w wersjach matowych, strukturalnych itp.



LAKIEROWANIE KATAFORETYCZNE
Lakierowanie kataforetyczne – czyli rodzaj specjalnego, zabezpieczenia antykorozyjnego zgodnego ze wszystkimi Dyrektywami Unijnymi przy użyciu ekologicznego, nie zawierającego żadnych substancji szkodliwych lakieru KTL. W ten sposób można zabezpieczyć cały szereg produktów ze stali, aluminium, odlewów żeliwnych, staliwnych itp., głównie dla przemysłu motoryzacyjnego.
Malowanie KTL nie jest typowym malowaniem – jest to odbywający się w sposób specjalny proces, polegający na kolejnych zanurzeniach detali w linii 11 wanien, gdzie po kolei następuje odtłuszczenie malowanej części, pokrycie jej warstwą fosforanów, nałożenie lakieru KTL, płukanie, a na koniec wygrzanie otrzymanej powłoki w piecu celem jej utwardzenia.
Parametry
Maksymalne wymiary malowanych elementów: 2200 x 1400 x 1200 mm.
Maksymalna waga: 500 kg.
Otrzymana powłoka KTL ma kolor wyłącznie czarny.
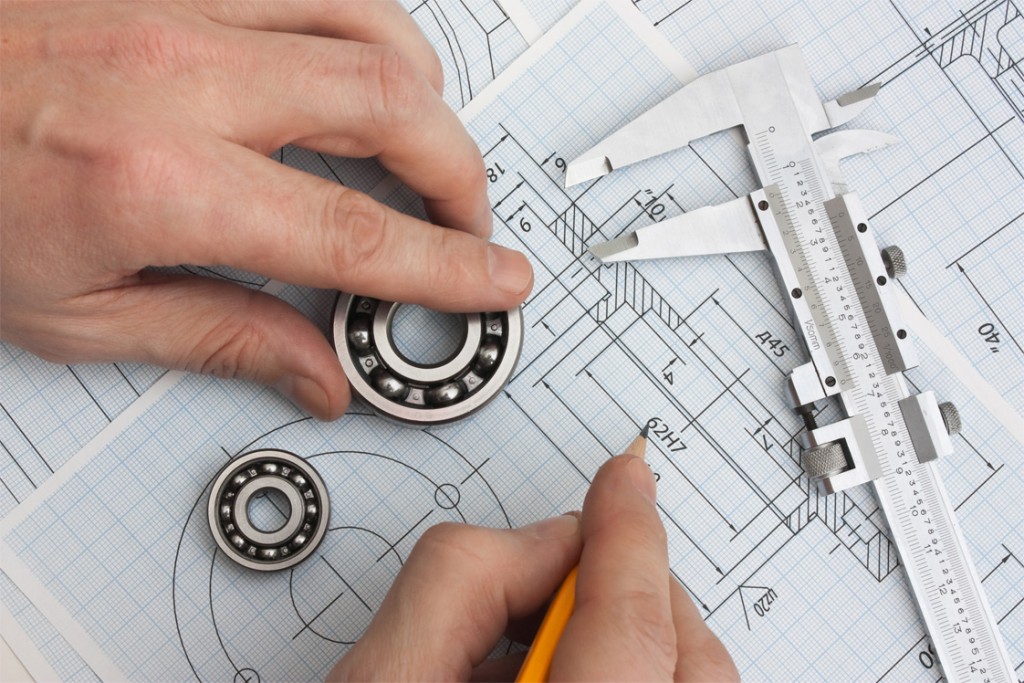
PROJEKTOWANIE
Proponujemy Państwu pomoc doświadczonego zespołu technologiczno-projektowego.
Nasi projektanci potrafią odzwierciedlić w programie CAD każdy, nawet najbardziej skomplikowany detal, dopracowują wszystkie szczegóły do perfekcji. Poszczególne etapy procesu projektowego są nadzorowane przez technologa CNC.
W naszej ofercie znajdziecie Państwo:
– projektowanie od podstaw (koncepcja i wykonanie projektu),
– projektowanie w oparciu o materiały dostarczone (wstępne rysunki, szkice itp.),
– projektowanie tylko w oparciu o wytyczne przekazane przez Klienta, bez konieczności dostarczania jakichkolwiek rysunków.